 [VIP第1年] 指数:3
[VIP第1年] 指数:3
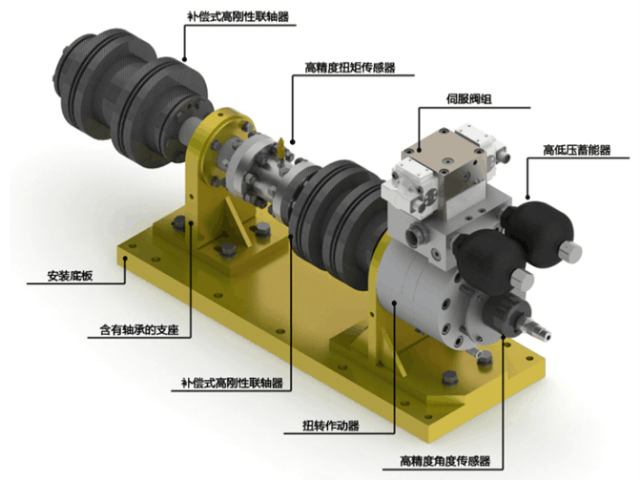
加工中心的定位精度是衡量其加工精度的重要指标之一。定位精度是指机床各坐标轴在数控系统的控制下运动所能达到的位置精度。加工中心的定位精度直接影响零件的加工精度和尺寸公差。为了提高定位精度,现代加工中心采用了高精度的滚珠丝杠、直线导轨和先进的数控系统。同时,通过激光干涉仪等高精度测量设备对机床的定位精度进行检测和补偿,能够有效地提高加工中心的定位精度。加工中心在新能源汽车零部件制造中发挥着重要作用。新能源汽车的零部件,如电机外壳、电池箱体等,对加工精度和质量要求极高。加工中心能够利用其高精度的加工能力,制造出符合新能源汽车性能要求的零部件。需更改设置时记录原始值,以便必要时恢复原始调整值。佛山高速龙门加工中心源头厂家

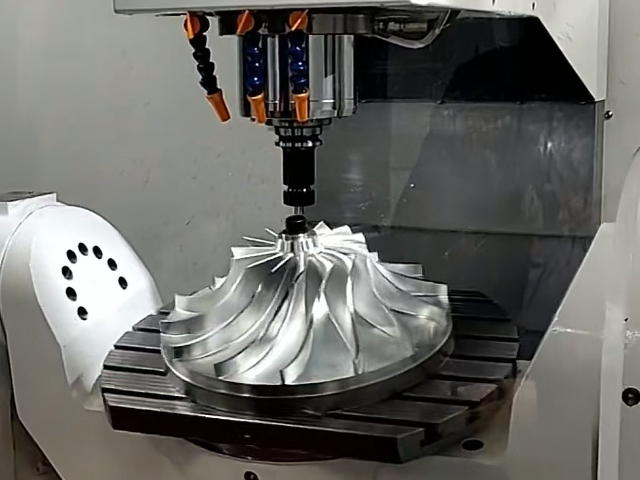
加工中心的主轴系统是机床的部件之一,其性能直接影响加工中心的加工效率和加工精度。主轴系统包括主轴电机、主轴轴承、主轴箱体等部件。高速、高精度的主轴系统能够实现高转速、高扭矩的切削,提高加工效率和表面质量。在航空发动机叶片的高速铣削加工中,要求主轴系统具有极高的转速和稳定性,以保证刀具能够在高速旋转下对叶片进行精确加工。同时,主轴系统的精度和刚性也直接影响叶片的加工精度和表面粗糙度,因此,先进的主轴系统是加工中心实现高精度、高效率加工的关键。东莞CNC自动加工中心货源充足未经培训者勿操作加工中心,一般不允两人同时操作。

加工中心的编程基础与代码体系:编程采用 ISO 代码体系, G 代码包括 G00(快速定位)、G01(直线插补)、G02/G03(圆弧插补)、G41/G42(刀具半径补偿)等。M 代码控制辅助功能,如 M03(主轴正转)、M06(换刀)、M08(切削液开)。现代编程多采用 CAM 软件(如 UG、Mastercam)生成刀路,通过后处理生成特定数控系统的程序代码。五轴加工需考虑刀具轴线控制(G43.4),避免干涉碰撞,编程时需设置安全距离(≥5mm)与刀轴摆动限制(如 A 轴 ±90°)。
加工中心的基本定义与功能:加工中心是一种集成了数控系统、伺服驱动、机械结构的自动化机床,其功能是通过程序控制实现铣削、钻孔、镗孔、攻螺纹等多工序复合加工。与普通数控机床的本质区别在于具备刀库及自动换刀装置(ATC),可在一次装夹中完成多种工艺内容,减少工件装夹误差与工序周转时间。典型结构包括床身、主轴箱、工作台、进给系统及数控系统,其中刀库容量从 8 把到 200 把不等,换刀时间(T - T)通常在 1.5 - 5 秒,体现设备自动化水平。例如卧式加工中心通过分度工作台实现多面加工,适用于箱体类零件的孔系与平面加工。先进的冷却系统,降低刀具温度,延长刀具使用寿命。

加工中心的切削液系统对于加工过程至关重要。切削液具有冷却、润滑、排屑和防锈等作用。在加工过程中,切削液能够降低刀具和工件的温度,减少刀具磨损,提高加工精度和表面质量。同时,切削液还能将切屑从加工区域冲走,防止切屑划伤工件表面和影响加工精度。在铝合金零件加工中,由于铝合金的切削性能较好,但容易产生积屑瘤,影响表面质量。合适的切削液能够有效地抑制积屑瘤的产生,保证零件的表面粗糙度。此外,切削液的防锈性能还能保护机床和工件在加工后不被腐蚀,延长设备和产品的使用寿命。加工中心结构包含主轴箱、工作台等关键部件,协同保障加工。佛山高速龙门加工中心源头厂家
定期维护保养加工中心,确保设备正常,延长使用寿命。佛山高速龙门加工中心源头厂家
切削液系统的类型与选用原则:切削液系统分为水溶性(乳化液、半合成液)和油基(切削油)两类。乳化液含油量 5 - 30%,冷却性好,适用于粗加工(如铸铁铣削);半合成液含油量≤5%,润滑性与防锈性优,适合高速切削(如铝合金加工,切削速度≥2000m/min);切削油用于螺纹攻牙、深孔钻等极压工况。供液方式有浇注式(流量 10 - 50L/min)、高压冷却(压力 7 - 30MPa),深孔加工(孔深径比≥5)需采用内冷式刀具配合高压供液,确保切屑排出。佛山高速龙门加工中心源头厂家
文章来源地址: http://jxjxysb.yiqiyibiao.chanpin818.com/jichuang/jgzx/deta_27803063.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。