 [VIP第1年] 指数:3
[VIP第1年] 指数:3
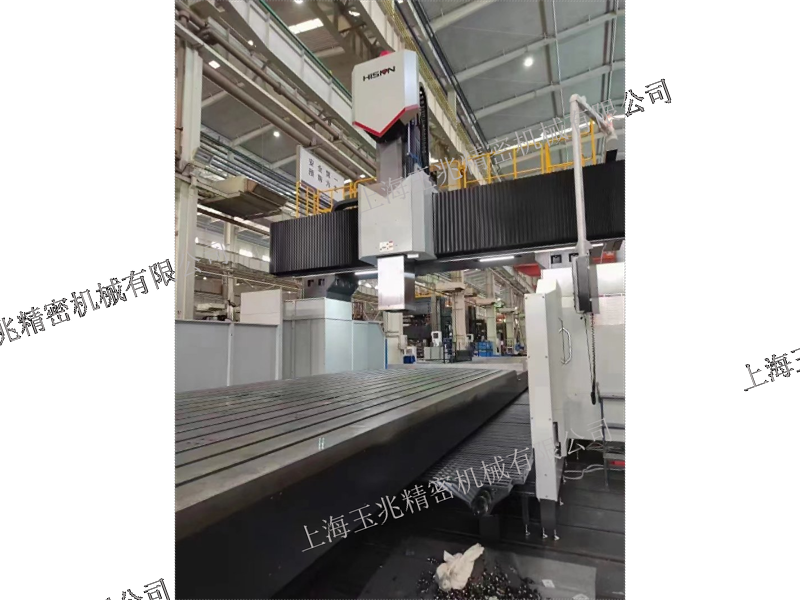
车间斜床身数控车床是为适应现代工业生产而批量生产的自动化而诞生的,关键词是自动化。平板数控车床是从普通的车床到简单的数控改造而来的,在自动化方面考虑并不全方面。斜床数控车床是根据数控加工原理开发设计的,具有很强的针对性。在机床的布局,刚性,精度和排屑能力方面,它已比平板数控车床得到了显着改善。这些优点是子宫带来的先天优势,而不是通过制造手段来减少的。国产俗称平床数控车床的经济型数控车床,或简单的数控车床。20型斜身数控车床配备精密测量装置,确保加工精度。汕头卧式20型斜身数控车床型号

从自动生产化来进行对比,机床刀位数的增加,自动排屑机的配置,实际上都是为自动化生产打基础。一人值守多台机床,一直是机床发展的方向。斜床身数控车床再增设铣削动力头、自动送料机床或者机械手,自动上料,一次装夹完成所有的切屑工序,自动下料,自动排屑,就成了工作效率高的自动数控车床。平床身数控车床的结构在自动化生产方面处于劣势。虽然斜床身数控车床全方面比平床身数控车床先进,不过市场使用率却远远落后。其次,就是通过切削刚性来进行对比,斜床身数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强。汕头卧式20型斜身数控车床型号20型斜身数控车床采用先进的数控技术,操作简便,加工效率高。

斜床身数控车床优点:1、平床身数控车床是从普通车床加以简单数控改造开去或者说,当在自动化方面总之考虑绝不全方面。2、斜床身数控车床是依照数控加工或者说原理软件开发和,针对性很高,如在机床或者说布局、刚性、精度,例如排屑能力方面,几乎比起平床身数控车床有了有明显或者说提高,这类优势是娘胎边上带来在我看来遗传基因优势,不在乎靠制造手段能缩小的的。3、欧洲各国一般称平床身数控车床做为经济型数控车床,要么是简易数控车床。4、因为重力或者说关系斜床身数控车床不易产生缠绕刀具,利于排屑。5、除此之外配合中置丝杆的导轨防护钣金,会避免切屑如在丝杆的导轨上能堆积。
按加工零件的基本类型分类:(1)卡盘式数控车床 这类车床没有尾座,适合车削盘类(含短轴类)零件。夹紧方式多为电动或液动控制,卡盘结构多具有可调卡爪或不淬火卡爪(即软卡爪)。(2)顶jian式数控车床 这类车床配有普通尾座或数控尾座,适合车削较长的零件及直径不太大的盘类零件。按刀架数量分类:(1)单刀架数控车床 数控车床一般都配置有各种形式的单刀架,如四工位卧动转位刀架或多工位转塔式自动转位刀架。(2)双刀架数控车床 这类车床的双刀架配置平行分布,也可以是相互垂直分布。20型斜身数控车床适合于小批量和多品种生产,灵活性高。

为什么现在市场上平床身数控车越来越少,而数控车床斜身床排刀机越来越多呢,斜床身数控车到底好在哪呢?其优势大致概括为以下三点:头一,机床布局在相同导轨宽度的情况下,斜床身x向托板比平床身要长,这就可以安排更多的刀位数。第二,切削刚性斜床身的截面积比同规格平床身的要大,即抗弯曲和抗扭能力更强。斜床身数控车的刀具是在弓箭的斜上方往下切削的,切削力与重力方向基本保持一致,所以主轴运转相对平稳,不易引起切削振动。而平床身数控车在切削时,其切削力和工件重力方向成90度,容易引起震动。第三,排泄能力,由于重力的作用,斜床身数控车床产生的铁屑不易缠绕刀具,这样的结构有利于排泄,同时配合中置丝杆和导轨防护钣金,可以避免切屑在丝和导轨上堆积,而且斜床身数控车床一般都会配置自动排屑装置,可以自动清理切屑,增加了工人的有效工作时间。而平床身的车床结构很难加自动排屑装置。采用模块化设计,方便维护和升级。汕头卧式20型斜身数控车床型号
通过合理的加工工艺,20型车床能够实现高生产效率。汕头卧式20型斜身数控车床型号
斜身车的优点:1、斜床身数控车床比平床身数控车床排屑容易。(1)倾斜的导轨也便于将铁屑集中在排屑机上便于实现自动化排屑。(2)这样有利于操作员调整刀具。2、电气部分与加工区域隔离较好。3、斜床身一般为45°,床身整体铸造,刚性好,稳定性佳,排屑佳,速度快,精度保证佳。斜身车与平身车的不同之处:1、从整体稳定性进行区分,斜身车一个是导轨不用承受全部的力量 还有就是45或者30°的导轨不容易残留铁削 高速移动时导轨不会被铁削刮伤.而且受力面有角度,这样就保证了在同等材料和受力情况下机床的稳定,而且倾斜床身的一般都是整体铸造的,坚韧性相对要高一些。汕头卧式20型斜身数控车床型号
文章来源地址: http://jxjxysb.yiqiyibiao.chanpin818.com/jichuang/skjc/deta_27504351.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。