 [VIP第1年] 指数:3
[VIP第1年] 指数:3
铰孔过程中需使用适当的切削液进行冷却、润滑和清洗,以预防积屑瘤的产生并确保及时清理切屑。相较于磨孔和镗孔,铰孔具有较高的生产率,并能有效保证孔的精度。但需注意,铰孔无法校正孔轴线的位置误差,因此孔的位置精度应由前序工序确保。此外,铰孔不适用于阶梯孔和盲孔的加工。在尺寸精度方面,铰孔通常能达到IT9~IT7级,表面粗糙度Ra则一般为3.2~0.8μm。对于中等尺寸且精度要求较高的孔(例如IT7级精度孔),钻—扩—铰工艺是生产中常用的典型加工方案。在汽车工业中,发动机缸盖和气缸体常需经过镗加工以满足精密要求。湖州内外圆孔镗加工流程

镗孔加工精度高,内孔车削受孔径长度限刀具选择,需优化加工方案。切削力、刀具设计、夹持方式等影响加工质量。刀具磨损、加工误差、表面质量及测量误差需关注。镗孔加工的精度非常高,精镗孔的尺寸精度可达IT8~IT7,可将孔径控制在0.01MM精度以内。若为精细镗孔,加工的精度可达TT7-IT6,表面质量好。一般的镗孔,表面精糙度Ra值1.6~0.8μm。镗孔是一种高精度的加工工艺,其尺寸精度可达到IT8至IT7,意味着孔径的控制在01毫米以内。若需要更精细的加工,如精细镗孔,其精度可提升至TT7至IT6,同时表面质量也十分出色。一般而言,镗孔的表面粗糙度Ra值介于6至8微米之间。湖州内外圆孔镗加工流程在新材料研发过程中,实验室也常使用小型镗床进行样品测试与验证。

表面质量:在镗削过程中,已加工表面出现鱼鳞状或螺纹状的切纹是一种常见的表面质量现象。这主要是由于刀具的进给和转速不匹配所造成的。主要由于镗削加工过程中的刚性振动以及刀具磨损所导致。镗削加工过程中,操作人员需要合理调整分配层吃刀量,以确保加工尺寸的精度。然而,在调整分配进刀余量的环节中,若操作不当,就可能导致加工尺寸的精度偏差。测量误差:在镗削加工过程中,测量环节是不可或缺的。然而,量具的使用不当或测量方式的错误,都可能引发镗削加工中的质量隐患。
接下来,我们将深入探讨镗床与车床的异同。这两种机床都采用旋转方式进行加工,但它们的加工原理却各有千秋。对于机械制造行业的从业者来说,了解并区分这两种机床的特点和适用场景显得尤为重要。加工原理的差异:车床与镗床在加工方式上有着明显的不同。车床以静止的刀具为进给运动,对旋转的工件进行车削加工。而镗床则恰好相反,它以刀具的旋转为主运动,通过镗刀或工件的移动进行进给,专门对孔进行扩大孔径等镗削加工。这种差异使得这两种机床在机械制造行业中各自发挥着独特的作用。精密镗孔时需要控制切削参数,避免产生振动和表面粗糙度不良。

在镗孔加工中,常见的质量问题及其产生原因和解决方案如下:尺寸精度超差:这可能是由于粗镗时余量过大,导致精镗时微调进给余量不准确。为了解决这一问题,需要调整半精镗和精镗的余量,确保镗削状态的稳定。精镗切削深度不够:这通常需要复查对刀情况,并适当调整切削深度。刀刃磨损导致尺寸变化:为确保尺寸精度,应定期更换刀片。镗杆刚性不足产生让刀:此时,应更换刚度更好的杆或适当减少镗削用量。机床主轴径向圆跳动过大:这需要在精镗前确定稳定的跳动差值,并补偿微调量。或者,反馈给设备部门进行调整。镗加工的定位基准选择直接影响较终零件的加工精度。湖州内外圆孔镗加工流程
与其他切削工艺相比,镗加工具有较高的表面光洁度及良好的尺寸稳定性优势。湖州内外圆孔镗加工流程
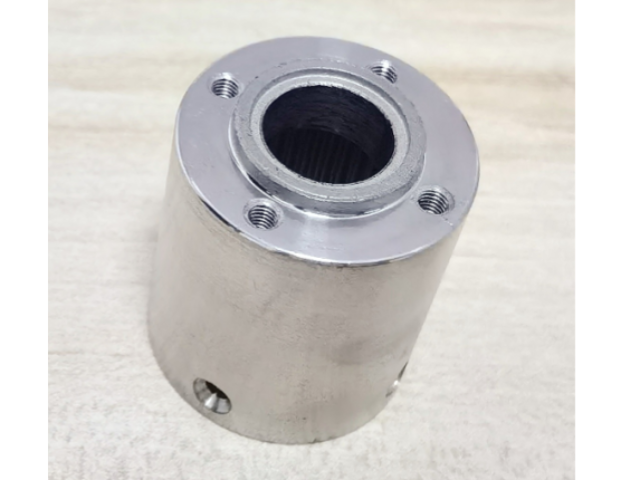
镗削加工的详细探讨:镗孔工艺,作为机械加工中不可或缺的一环,涵盖了普遍的镗削加工细节。这一工艺不仅在汽车、航空航天等众多领域发挥着重要作用,更是制造高精度孔洞的关键步骤。通过深入探讨镗削加工的各个方面,我们能够更好地理解这一工艺在机械制造行业中的不可或缺的地位。镗孔的定义与重要性:镗孔,这一机械加工工艺,涉及使用专为切削而设计的工具,如镗刀,对工件进行孔洞的加工。它主要应用于对已有孔洞的尺寸、几何形状以及表面质量的改进。这一工艺在众多领域如汽车制造、航空航天等均扮演着不可或缺的角色,是制造高精度孔洞的关键步骤。湖州内外圆孔镗加工流程
文章来源地址: http://jxjxysb.yiqiyibiao.chanpin818.com/jwjjg/jijiagong/deta_27452370.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。